分液头感应钎焊
周平忠
(北辰亿科科技Tel:400-029-2868)
摘要:本文针对空调等用的分液头,提出了一种高频感应钎焊的方法,并针对其提出了工艺流程和操作方法,改善了现有生产工艺,解决了分液头难以进行感应钎焊的问题。
关键词:分液头 分液器 分配器 感应钎焊
1.分液头感应钎焊概述
1.1分液头概述
在制冷系统中分液头的使用是十分普遍的, 尤其在氟利昂系统中伴随可以自动调节液体流量得以控制蒸发器出口过热度的热力膨胀阀的使用, 分液头得到了更为广泛的应用。在分布式空调器上,分液头是重要部件之一,它对换热器的换热效率起着关键的作用。目前,现有的空调分液头通常包括有位于上端的进液部和位于下端的分液部,进液部和分液部之间设有中间挡块,中间挡块上开设有用于连通进液部和分液部的中间通孔,同时分液部的下端端部上还会一体成型有多个呈圆周均布设置的分液孔。然而在实际的使用中, 却时常遇到由于忽略了分液头的加工等方面的个别因素造成蒸发器分液不均, 蒸发器效率低下, 或阻力过大使压缩机排气压力过高, 更甚者造成回液等诸多的问题。
图1分液头
1.2感应钎焊概述
通过电磁感应的加热方法将焊缝加热到合金钎料熔化的温度,但是此时被焊接的金属仍然未到达熔化温度,低熔点合金通过强大的表面张力将两个金属粘连在一起,冷却后就形成固体焊缝。可将同种或不同材料的零件焊接起来,节约材料效果显著,可满足各种需要。适用于钢、铜、铝、镍、特种合金等各种磁性材料的焊接。高频感应局部焊接强度高,无变形,综合机械性能优于其他焊接。
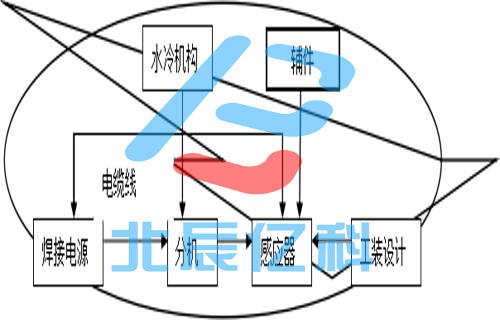
2.感应钎焊系统整体框架
整个系统的整体框架包括1套双工位焊接台,2台高频焊机,2套定位工装、1套电控系统及1套冷却系统。
图2感应钎焊系统整体框架

图3系统框架等效实物图
3.工艺流程及选型
配管——上工件——风冷——焊接加热——焊缝自然冷却——风冷——取工件。
焊接电源选型-感应器选型-焊料助剂选型-工装定位设计-辅件选型-焊接参数确定-焊后清洗。
3.1焊接电源选型
分液头直径范围10-120mm,再结合毛细管直径的大小,我们最终选择专用于分液头焊接的全数字式DIH-60机型作为焊接电源。
图4 DIH-60焊接电源
3.2感应器选型
选择仿型感应器作为其焊接输出端。
图5感应器
3.3焊料助剂选型
分液头经过我公司工艺部确定使用定制焊环。我公司可提供焊料助剂工艺服务,详情来电咨询。
图6焊料
3.4工装定位设计
感应加热焊接,是将工件焊接部位放置在感应磁场中进行加热的,磁场中每一处的磁场强弱是不一样的,对工件的定位重复性有很高的要求。因此需要根据每种工件的规格同时结合焊接工艺设计相应的工装。我公司可提供感应钎焊工装设计服务。详情来电咨询
3.5辅件选型
高频感应焊接时需要对感应加热电源进行冷却,需要配套相应规格的工业冷水机,我公司可提供不同型号的工业冷水机。详情来电咨询。
图7工业冷水机
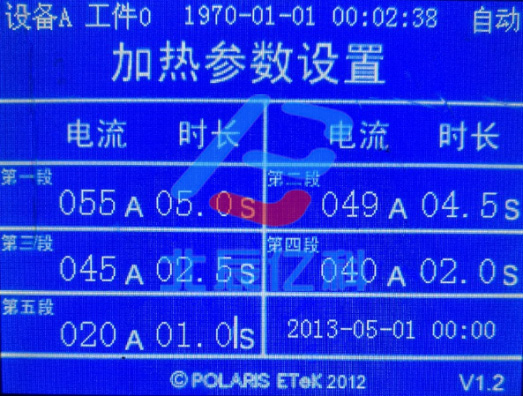
3.6焊接参数确定
经过我们长时间的高频钎焊研究和大量的客户经验,选择该机型中的自动加热模式,自动加热模式加热电流总共分为五段,在这过程中铜制金属特性是随着温度升高而电阻升高,焦耳效应导致在加热过程中是约加热升温速度越块,这和我们研究总结出来的焊接工艺是不符的,因此我们采用电流逐级递减的方式对焊接部位进行加热。这样可以保证加热均匀的前提下提高焊接部位温度,防止工件在高温段过烧,最后为了使焊接工艺的完整性,我们在其后设定保温小电流,确保其达到熔深达标、无气孔砂眼等工艺标准。
 |
|
 |
|
图9加热参数设置 |
|
图10运行参数显示 |
3.7焊后清洗
因为使用特殊焊料与助剂,所以分液头焊接后,表面有少量残渣,并有一定的氧化,仅需过清洗剂清洗表面残留物及氧化皮即可。
4.操作步骤:
表面准备:去除工件表面的氧化膜及油污;
工件的定位:工件进行定位、支撑、固定,保证批量生产时,工件与感应器的相对位置不变,钎料制成环状加在待焊部位;
加热过程:使用之前设定好的参数,操作人员只需摁一下启动按钮,设备会自动执行完之前设定的参数从而对工件进行精确焊接,并在焊接完成后停止加热;
钎焊后处理:因为使用特殊焊料与助剂,所以分液头焊接后,表面有少量残渣,并有一定的氧化,仅需过清洗剂清洗表面残留物及氧化皮即可。
5.客户现场图片
图11现场图片
6.能耗对比
表一 火焰钎焊与感应钎焊能源消耗对比
|
|
火焰钎焊 |
感应钎焊 |
|
能源名称 |
液化气 |
氧气 |
电 |
|
每小时消耗量 |
4.7kg |
4m³ |
19度 |
|
工作时间比例 |
100% |
100% |
40% |
|
核算单价 |
8.68元/kg |
0.8元/m³ |
1元/度 |
|
日花费(8小时) |
352元 |
152元 |
|
年花费(300天) |
10.56万元 |
4.56万元 |
表二 手工焊接与感应钎焊焊料消耗对比
|
焊材 |
手工焊接 |
高频焊接 |
|
焊料形态 |
条状 |
环状 |
|
每公斤所焊数量 |
约1600个孔 |
约5000个孔 |
l 焊接工艺设备化,降低对人工技术的依赖,可由普通操作工代替持证火焰焊工,减少安全和持证年审对企业的负担。
l 在小工件,少管路时,感应钎焊优势并不明显。但是感应钎焊焊接过程是设备自动焊接人工无需操作,利用焊接时间可以操作另一台设备,从而一人可以同时操作双工位焊机。这样可以进一步提高产品质量。
l 根据上图中的数据能源每年可节能约10.56-4.56=6万元,焊料可节约约2/3。
7.总结
本文通过对空调管路中的分液头高频感应钎焊技术、工艺流程、操作方法、能耗对比这 4个方面的描述,针对铜金属特别是在分液头孔数较多的情况下难以高频感应焊的问题提出了一种基于全数字感应加热技术,涵盖焊前、焊中、焊后各环节的解决方案。 并给出了详实有效的数据证明了高频感应钎焊在环保、能源消耗、焊材消耗等方面均优于火焰钎焊。